

Before inkjet became the dominant printing process, screen printing was the only segment in the world of printing that could and does print on practically anything.
During this time, most printing was done on some form of paper, where adhesion and durability were not primary factors in ink and substrate performance. The commercial screen printing industry began as a short-run process to reproduce images on paper and paper board substrates.
Sign companies adopted screen printing because it allowed them to use the same enamel paints they used on metal and wood substrates to create durable exterior graphics or signs in multiple quantities to supplement a product line of one-off handpainted signs. Even though these signs were printed and not brush painted, they were expected to have the same exterior durability. This was the beginning of the durable graphics market in printing.
The real monumental change took place in the 1950s, when plastics became available and affordable for signage. The plastics industry developed and plastics began to be used in every application imaginable. As soon as products were made out of plastics, there was a need to imprint functional and decorative images on the plastics. This led to the need for different inks. Inks for plastics all needed to adhere to plastics, but while some needed to be rigid on certain plastics, and others needed to be highly flexible. Some products required abrasion resistance, some chemical resistance, and some resistance to nuclear blasts (an infrequent request for Nazdar). After 50 or more years, we have a screen printing ink industry where there are 30 to 40 different types of inks made by several ink manufacturers in an effort to meet all these needs.
How Do I Choose My Ink?
With so many to choose from, it can be difficult to determine which ink is the right one for any particular application. I would suggest using the same criteria that we use when we make an ink for a particular application: We call it the SAFE method - substrate, application, finishing and end use, in that order of importance.
There are many factors that will determine the best ink for a particular application. The screen printer can change ink types every time he starts a new print job whereas the ink jet printer may spend as much as two days changing inks to accommodate a different SAFE characteristic. In the case of screen inks, many times the different versions are necessary to accommodate variances in application, finishing, and end uses more than different substrates. But achieving good adhesion is necessary in order to even have a chance at meeting the other ink performance requirements.
Adhesion to the Substrate
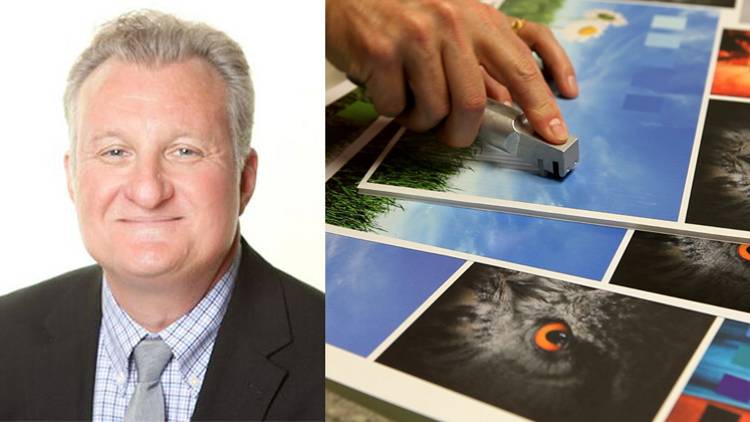
Ink-to-substrate (or media) adhesion is the top priority, when you're using the SAFE method. After all, if the ink does not stick to the substrate, it is highly unlikely it will meet any of the other requirements. The good news is there is an established adhesion testing method that most ink manufacturers use when developing and qualifying an ink system for a particular substrate: American Society for Testing and Materials (ASTM) test ASTM D3359 Method for Measuring Adhesion. Screen printing has borrowed from the coatings industry. This test requires the use of a special cross hatch tool, and some very sticky tape.
The cross-hatch tool makes a set of parallel cuts in the ink film, which are repeated in a second pass at 90 degrees. This results in a grid network of cuts into the ink film that are just deep enough to go through the ink, but only touch the surface of the substrate. Using this tool correctly is a bit of an art. Even though ASTM D3359 specifies using the cross-hatch tool, many find the tool cost-prohibitive ($150 for the handle and blade). Cutting through the ink film with an Xacto knife or single-edge razor blade is a common and effective practice.
Once the ink film has been cut, tape is applied to the cut pattern, burnished down with a thumb or finger, and then pulled up aggressively to test the strength of the adhesion of the ink to the substrate. The ASTM D3359 has specified the use of several different tapes, including 3M 600 clear, Permacel P99 clear and Intertape #51596. The ASTM kit includes a chart with ratings for different levels of ink that come off with the tape so the results are quantifiable.
This testing method is well-established and is used in ink labs, but might not be used by a printer to determine acceptable ink-to-substrate adhesion. No matter what the ink or substrate manufacturer recommends, the end user determines what acceptable adhesion is - what will meet the customer's needs. There are even situations where an ink cannot be scratched off the substrate, but will be completely removed by a piece of tape. If this ink is used on a product that is wrinkled and scratched but never exposed to a piece of tape, it could easily be approved for the final product.
Once you have the tools in place, there are some rules to follow about when to check adhesion of an ink. The ink has to be fully dried or cured in order to demonstrate optimum adhesion for that ink. The ink types listed in this table apply to both screen and ink jet inks.
A frequent question Nazdar receives is, "I have printed x number of sheets, the ink is fully dry/cured and the ink scratches right off. What product do you have that we can print on top of the existing printing to make the ink stick?" I am afraid there is no product that can fix this issue. Once a coating has been applied to a substrate and has dried or cured and does not adhere, it cannot be made to adhere later with some magic coating. This underlines the importance of testing adhesion prior to doing a production run. Patience is necessary when using a difficult substrate that requires an ink with catalyst, but this patience may be rewarded by avoiding tragedy.
Screen printing still offers one advantage no other printing process can match: a thick ink deposit. This deposit can really assist in achieving a superior bond to many difficult-toadhere-to substrates. This ink thickness, in combination with solvents that will etch or bite into some substrates, can create a great ink-to-substrate bond. This is one of the reasons why solvent-based inks are still being used today.
UV curing inks can be more productive, efficient and user-friendly than solvent based inks. But UV inks require a thinner ink deposit so light can penetrate them to facilitate ink cure. This thinner ink deposit without solvents makes it harder for UV inks to adhere to difficult substrates. The screen printing process has adapted to these limitations by making specialized ink systems for the most difficult-to-adhere-to substrates. (The worst of the worst are rubber, silicone, latex, Teflon and Delrin.) This is one of the reasons for 30 to 40 different types of inks.
Another advantage of screen printing is there are a wide range of additives that will improve adhesion to difficult substrates. The most common is a catalyst, which creates a stronger bond to the substrate by facilitating better cross-linking of the ink's resin system. Most catalysts will shorten the ink's shelf life and keep the remaining ink from being reused. Other additives, such as adhesion promoter, cure accelerators, static reducers and flow controls, will help improve ink adhesion in specific situations. This does require the printer to be knowledgeable in determining exactly why it is that an ink isn't adhering to a specific substrate.
Why Won't the Ink Stick?
The most common causes of the ink not adhering to a substrate are ink-to-substrate mismatch, surface contamination and surface-tension incompatibility.
Substrate Mismatch
Most ink technical data sheets list the primary substrates a particular ink is designed to adhere to at the beginning of the content. This gets back to SAFE: The first step in ink design is to stick to a group or class of substrates. The primary substrates will usually dictate the type of resin used to make the ink. The resin is the primary component in the ink that provides adhesion and durability.
Surface Contamination
It is not unusual for a substrate's surface to be contaminated in cutting, shipping, handling or in storage if exposed to extreme heat. This is fairly easy to identify: Clean half of a test print sheet of the substrate with isopropyl alcohol (IPA), then do a test print with half on the cleaned portion and half on the non-cleaned portion of substrate. If the ink adheres to the cleaned portion and not to the other half, there is some type of contamination preventing the ink from making intimate contact with the substrate and adhering.
Surface Tension
For an ink to adhere to a substrate, it must first flow out and make complete contact with the substrate surface. Surface tension dictates this flow; the surface tension of the ink must be lower than the surface tension of the substrate. This is not as critical with solvent-based inks, because the solvents in the ink can help this flow while biting into the substrate surface. With UV inks, it is far more critical. The ink layer is thinner and will be cured almost immediately after the ink is applied, giving the ink far less time to flow out and grab on.
It is uncommon for a printer to measure the surface tension of an ink. It is more common to measure the surface tension of the substrate. Our technical service group recommends using surface tension fluids with cotton swabs that are used once then discarded to avoid contaminating the fluid in the container. Most UV inks require the surface tension of the substrate to be at least 44 dynes. Not all substrates need to have this level of surface tension. Vinyls, for example, may have a surface tension down in the high 30s, and a UV ink will still flow out and adhere to them. The primary substrates that will need surface tension testing will be polyethylene and polypropylene.
What are You Printing On?
In many cases, poor adhesion results from one of many issues with the substrate. Unlike inks, which come in a labeled container, many times substrate comes on a pallet, cut to size with no manufacturer's label on the actual sheets.
White plastic sheets can start to look similar. While experienced printers will know the difference between .010 sheets of styrene, vinyl and polyester, they might not know the difference in three different manufacturers' sheets of a .040 white styrene where the rubber content may vary that will affect ink adhesion. Printers are compelled to explore unfamiliar sources for substrates to meet impossible turn times, at highly competitive pricing expectations.
This is not only an issue for white plastics, but also glass, coated metals and powder-coated parts. There are many different versions for each substrate, but they are rarely identified as to exactly what the manufacturer is, and what the specific product is that we are printing on.
Our technical support team has seen an increase in common substrates that used to be a sure thing for ink-to-substrate adhesion and are now hit-or-miss for adhesion. We frequently get sent substrate samples for ink compatibility testing, and the samples are never marked as to what they are. They are just white sheets of plastic. For all the unidentified plastics, there are basic tests that can be conducted to identify what type of plastic it may be. Recycling codes for molded plastic containers help identify all the different plastics. It is difficult to test the surface of the glass, powder coated parts, or coating on a metal beyond testing different inks on these materials and determining the substrate by seeing which inks will adhere to it. That seems backwards, but it is often the only way we can answer the most basic question we have when trying to determine what is the best ink for your application, and that is, what substrate are you printing on?
Bruce Ridge has worked with Nazdar in Consulting, Product Training, Product Management, and Sales and now manages the Technical Service Department where the focus is to provide worldwide technical support for the Nazdar inks made for Screen, Ink Jet, and Narrow Web Flexography Printing. He is a member of the Academy of Screen and Digital Printing Technology, has been awarded four Golden Image awards by the SGIA and is a graduate of California Polytechnic State University's Graphic Communications Program.
